

内部サークリップとは何か、およびコンポーネントをボア内に保持する方法
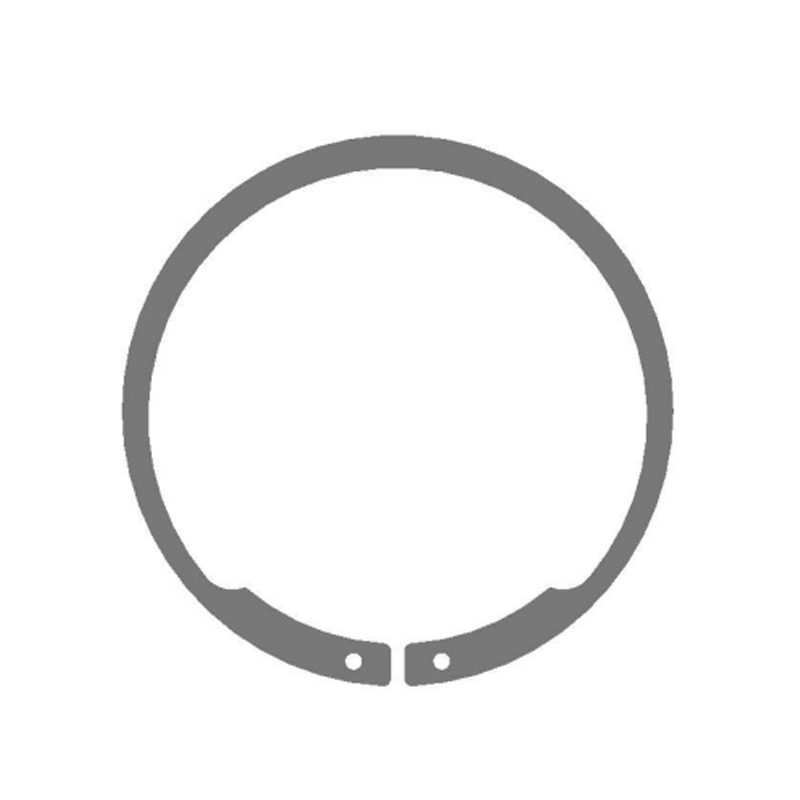
内部サークリップ 円筒形の穴またはハウジングの内側に取り付けるように設計された開放端止め輪で、機械加工された溝に収まり、その穴内に取り付けられたシャフト、ベアリング、ピン、またはその他のコンポーネントの軸方向の動きを防ぎます。内部サークリップの決定的な幾何学的特徴は、取り付けられていない自由な状態での外径が、適合するように設計された穴の直径よりわずかに大きいことです。この意図的な干渉により、取り付けられたリングを溝にしっかりと保持する半径方向のクランプ力が生成されます。接着剤、ネジ、または留め具は必要ありません。保持力は完全に機械的なもので、取り付け時の圧縮後のリング素材の弾性回復から得られます。
インストール手順は、 内部サークリップ は正確であり、信頼性の高い保持を実現するには正しく従う必要があります。内側のサークリップ プライヤーは、リングの耳に開けられた 2 つの小さな穴に挿入されます (各穴に 1 つのプライヤー ジョーが差し込まれます)。プライヤーを絞ると、リングが圧縮され、その外径がボア径よりも小さくなり、リングがボア内の溝開口部上に同心円状に配置されるようになります。溝に合わせたらペンチを放します。リング素材の弾性回復によりリング素材が外側に拡張し、リング本体が溝の壁に押し込まれ、溝の全周に沿ってしっかりと隙間のない嵌合が形成されます。リングは所定の位置にロックされ、その平坦面に対していずれかの方向から加えられる軸方向荷重に耐えます。
取り付けられた内部サークリップの軸方向荷重容量は、リング材料のせん断強度、溝壁と接触するリングの断面積、および溝の形状自体の 3 つの変数によって決まります。正確な寸法の溝(幅はリングの厚さに一致し、深さはリングの半径方向の幅に一致)により、負荷がリング全周に均等に分散されます。アンダーカットまたは過大な溝により、個別の点に応力が集中し、アセンブリの有効定格荷重が大幅に低下し、場合によっては通常の使用荷重下でリングが飛び出す点に達します。

ばね鋼製内部サークリップ: 材料特性とそれが重要な理由
圧倒的多数が、 内部サークリップ 一般的な産業サービスでは、以下から製造されています。 ばね鋼 — 特に、DIN 17222、EN 10132-4、または同等の国内規格などの規格に準拠した高炭素ばね鋼。サークリップに使用されるばね鋼の炭素含有量は通常、炭素 0.65 ~ 0.85% の範囲にあり、グレードに応じてマンガン、シリコン、クロムが添加されます。この組成を、成形後の制御された焼き入れ焼き戻し熱処理と組み合わせることで、サークリップ機能に必要な特性の特定の組み合わせを備えた材料が生成されます。
サークリップ用ばね鋼の主な機械的性質
のパフォーマンス ばね鋼 internal circlip 使用中は、次の材料特性が仕様内にあるかどうかによって決まります。
- 高い降伏強度 (通常 800 ~ 1,200 MPa): リングは、設置中に圧縮されたとき、および使用中に軸方向に負荷がかかったときに、永久変形に耐えなければなりません。圧縮中にリングがたわむと、セットが発生し、元の直径に回復できなくなり、その結果、溝への嵌合が緩くなり、保持力が信頼できなくなります。
- 制御された弾性 (弾性率 ~200 GPa): リングは、取り付けの圧縮力が解放された後、自由直径まで完全かつ予測どおりに回復する必要があります。この回復の大きさによって、リングと溝の壁の間の接触圧力が決まり、これが保持力を直接設定します。
- 適切な靭性と延性: ばね機能に必要な高硬度にもかかわらず、材料は設置時の圧縮膨張サイクル中の脆性破壊に耐える必要があります。プライヤーの圧縮中にサークリップがたわむのではなく粉砕する場合は、重大な安全上の危険があり、材料の欠陥または不適切な取り付け工具のいずれかを示します。
- 表面仕上げとエッジの状態: 打ち抜きサークリップには内径と外径にせん断エッジがあります。せん断エッジのバリや微小亀裂は、繰り返し荷重がかかると応力集中部として機能します。高品質 ばね鋼 internal circlip 製造には、これらの欠陥を除去するために、スタンピング後のバリ取りまたはエッジコンディショニングのステップが含まれます。
湿気、塩水噴霧、または穏やかな化学環境にさらされる用途の場合、ばね鋼製サークリップは通常、熱処理後にリン酸塩処理または亜鉛めっきされ、ばね鋼基材の機械的特性を変えることなく耐食性を提供します。食品加工、海洋、医薬品用途など、耐食性がコーティングに依存するのではなく本質的である必要がある場合には、代わりに 1.4310 (あISI 301) などのステンレス鋼グレードが使用されますが、それに対応して、硬化炭素ばね鋼と比較してオーステナイト系ステンレス鋼の降伏強度が低いため、達成可能なばね力が減少します。
内部サークリップと外部サークリップ: 基本的な違いと選択ロジック
外部サークリップ 内部サークリップと同じ軸方向保持機能を実行しますが、逆の幾何学的状況で動作します。つまり、ボアの内面ではなく、シャフトまたはピンの外径に機械加工された溝に取り付けられます。どこで 内部サークリップ 圧縮して取り付けてから溝に拡張します。 外部サークリップ 取り付け中にリングを広げる外部サークリップ プライヤーを使用して拡張し、プライヤーを放すとシャフトの溝に収縮する必要があります。
| 特徴 | 内部サークリップ | 外部サークリップ |
|---|---|---|
| 設置場所 | ボアまたはハウジングの溝の内側 | シャフトまたはピン溝の外側 |
| インストールアクション | OD を減らすために圧縮してから解放します | IDを増やすために拡張され、その後リリースされました |
| プライヤーの種類が必要です | 内部(閉鎖)サークリップ プライヤー | 外部(開口部)サークリッププライヤー |
| 自由径と溝の関係 | 外径は内径よりわずかに大きい | 内径がシャフトより若干小さい |
| 標準リファレンス | DIN 472 / ISO 9626 | DIN 471 / ISO 9626 |
| 代表的な用途 | ギアボックス、ポンプハウジング、エンジンボア | モーターシャフト、アクスル、プーリーアセンブリ |
| アキシアル荷重方向 | ボアに押し込まれたコンポーネントを保持します | シャフトに沿って押し込まれたコンポーネントを保持します |
間の選択 内部サークリップ そして 外部サークリップ 保持溝がアセンブリ内のどこに位置するかによって完全に決まります。保持すべきコンポーネントがボア内に取り付けられている場合 (ハウジングに圧入されたベアリング、油圧シリンダーのブッシュ、エンジン ブロックのシール)、内部サークリップが必要です。ギアボックス出力シャフトのギア、モーターシャフトのプーリー、車軸のホイールハブなど、コンポーネントがシャフト上でスライドし、そのシャフトに沿って移動するのを防ぐ必要がある場合は、外部サークリップが正しい選択です。間違ったタイプを使用することは、小さな逸脱ではありません。溝の形状が異なり、プライヤーの動作が逆であり、外部サークリップを内部溝に取り付ける、またはその逆を行うと、保持アセンブリが正しく装着できなくなるか、負荷がかかるとすぐに機能しなくなる可能性があります。
内部サークリップの溝設計と寸法仕様
内部サークリップが取り付けられる溝は、サークリップ自体と同じくらいアセンブリの性能にとって重要です。溝が広すぎると、負荷がかかったときにリングが揺れて、有効接触面積が減少し、リングが外れる危険性が高まります。溝が狭すぎるとリングが完全に装着されず、リング断面の一部が溝の上にはみ出したままになり、それに比例して軸方向の荷重容量が減少します。溝を加工するときは、次の寸法パラメータを制御する必要があります。 内部サークリップ :
- 溝幅(b): 標準 DIN 472 リングのサークリップの厚さは 0.05 ~ 0.15 mm の公差で一致する必要があります。より広い許容差は、動的荷重が存在せず、保持機能が純粋に位置的な場合にのみ許容されます。
- 溝深さ(t): 保持されたコンポーネントがリング面を乗り越えるのではなく、リング面に接触するように、リングがボア面の下に完全に収まるようにする必要があります。 DIN 472 リングの場合、溝の深さは通常、リング部分の半径方向の幅の 1.1 ~ 1.3 倍です。
- 溝コーナー半径: 溝の付け根の鋭い角により、ハウジング材料に応力集中が生じます。溝の付け根の半径が 0.1 ~ 0.3 mm であるため、荷重がより均等に分散され、周期的なアキシアル荷重下でハウジングに疲労亀裂が発生するリスクが軽減されます。
- 溝壁の表面仕上げ: 溝側壁の粗さが Ra 1.6 μm 以上であるため、リングと溝の間の接触面積が最大になり、動的用途における荷重伝達が向上し、フレッチング摩耗が最小限に抑えられます。
一般的なインストール エラーとその回避方法
サークリップの取り付けが簡単であるため、保持アセンブリが意図された耐用年数にわたって確実に機能するかどうかを決定する重要な詳細を見落としがちです。使用中の内部サークリップの早期故障の大部分は、次のエラーが原因です。
- 取り付け時の過圧縮: ボアをクリアするために必要な最小直径を超えてリングを圧縮すると、耳部分のバネ鋼の微細構造が損傷し、弾性回復力が低下し、リングが溝に緩く収まるようになります。リング本体に追加の曲げ負荷をかけずにプライヤーの穴に係合できる、正しいサイズの先端を備えたプライヤーを常に使用してください。
- 着座時のズレ: リングが溝に完全に整列する前にプライヤーを放すと、リングは部分的に固定され、一方の側が溝に、もう一方の側がボア表面に乗ります。その結果、リングは取り付けられているように見えますが、最初のアキシアル荷重がかかると外れます。プライヤーの圧力を解放する前に、リングが溝の開口部と同一平面上にあることを必ず視覚的に確認してください。
- 取り外したサークリップの再利用: A ばね鋼 internal circlip 取り付けのために圧縮され、その後取り外されたものは、1 回の弾性ひずみサイクルを受けています。同じリングを再度取り付けると 2 回目のサイクルが課され、最初の取り付け時にリングが過度に圧縮された場合、自由直径が変化します。メンテナンス後の再組立時には必ず新品のサークリップを使用してください。
- プライヤーチップのサイズが間違っている: リングのプライヤー穴に対して小さすぎるプライヤーチップは、直径全体に荷重を分散させるのではなく穴の端に負担をかけ、圧縮中にリングを傾けるレバー作用を引き起こします。すべてのサイズに単一の先端固定ツールを使用するのではなく、サークリップの直径範囲ごとに先端サイズが一致したサークリップ プライヤー セットを使用してください。
- 乾燥した、汚染された、または腐食した溝に取り付ける場合: 取り付ける前にリングと溝に軽油を塗布すると、着座時の摩擦が軽減され、リングが拡張するときに溝内でより均一に位置合わせできるようになります。腐食または汚染された溝は、溝の壁とリングが完全に接触するように、取り付ける前に母材の金属をきれいにする必要があります。
いつ 外部サークリップ そして 内部サークリップ 両方とも同じアセンブリで使用されます。これは、シャフトに取り付けられたリテンション リングとハウジングに取り付けられたリテンション リングが組み合わされるギアボックスやトランスミッションの設計ではよくあることですが、2 つのタイプの明確な識別と保管システムを維持することで、取り付けエラーを防ぎます。文脈から離れたときの外観は似ていますが、2 つのリング タイプは交換可能ではなく、相互に取り付けると保持障害が発生し、影響を受けるコンポーネントを完全に分解しないと診断が困難になることがよくあります。












