

スナップリングとは何か、なぜ重要なのか
スナップ リング (リテーニング リング、サークリップ、または C クリップとも呼ばれます) は、シャフトまたはボア内の機械加工された溝に嵌合する、小さいながらも耐荷重のある留め具です。取り付けられると、機械的なストッパーとして機能し、ベアリング、ギア、スペーサー、その他のコンポーネントが軸方向の位置からずれるのを防ぎます。
コンパクトなサイズにもかかわらず、スナップリングには重大な責任が伴います。トランスミッション アセンブリでは、スナップ リングが間違って配置されたり故障したりすると、ギアが移動し、ドライブトレイン全体のアライメントが狂う可能性があります。油圧シリンダでは、サークリップが緩んでいると、致命的なシールの破損が発生する可能性があります。エンジニアやメンテナンス チームにとって、スナップ リングの選択を理解することは必須ではありません。これは信頼性の高い機械設計の基礎です。
スナップ リングの他の保持方法に対する主な利点は、そのシンプルさです。糸通しはありません。接着剤はありません。溶接はありません。適切に取り付けられたスナップ リングは数秒で溝にカチッとはまり、大きな軸方向の荷重がかかってもそこに留まります。これにより、スナップ リングは機械工学において最も効率的な留め具の 1 つとなります。
スナップリングの種類: 内側スナップリングと外側スナップリング
スナップ リングの選択はすべて、リングがボア (内部) に挿入されるのか、それともシャフト (外部) に挿入されるのかという 1 つの質問から始まります。これら 2 つの構成には互換性がなく、取り付けに使用するペンチは逆方向に動作します。
外付け止め輪
外付けスナップリング — として標準化されています DIN 471 メートル系シャフトの場合 - シャフトの外側の周りに切られた溝にはめ込みます。それらは圧縮されて取り付けられます。プライヤーでリングの端を一緒に押し込み、シャフトを通過できるほど直径を小さくすると、リングが外側に向かって溝に向かって跳ね上がります。外付けリングは、自動車のドライブシャフト、ギアボックス、アクスル アセンブリ、および電気モーター シャフトにおいて主な選択肢です。
内径止め輪
内部スナップリング — として標準化されています DIN 472 — ボアまたはハウジングに機械加工された溝の中に取り付けます。ここでは、取り付けロジックが逆になります。プライヤーでリングを拡張して穴に挿入し、その後放してリングを収縮させて溝に固定します。内輪は、油圧シリンダー、モーターハウジング、ベアリングボア、ホイールハブなどに広く使用されています。
C タイプを超えて: その他の一般的な構成
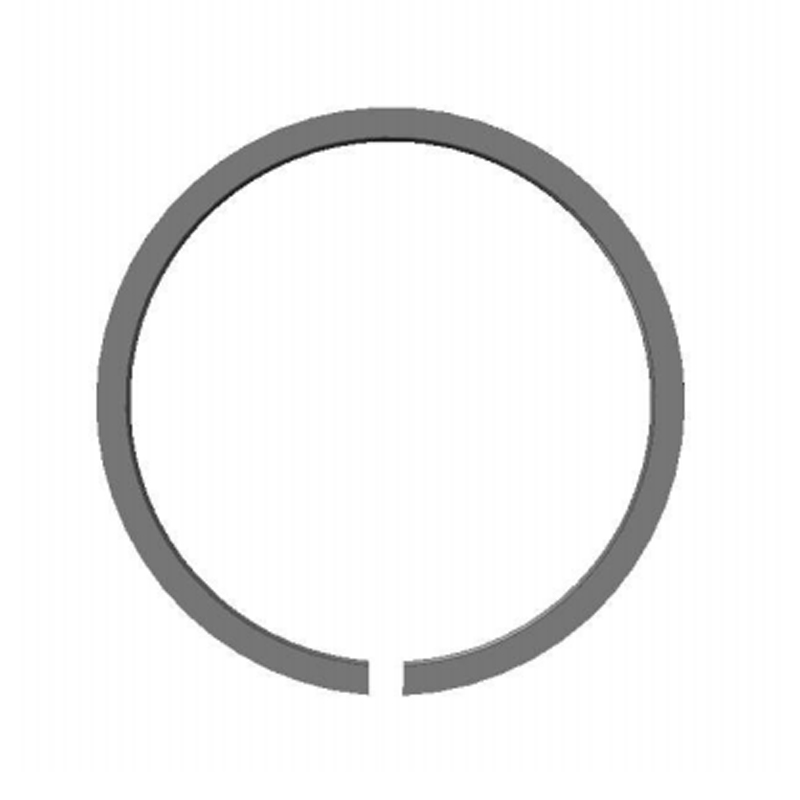
C タイプ (テーパー部分) スナップ リングは一般的な機械の主流ですが、他のいくつかの構成は特定のニーズに対応します。 Eリング (DIN 6799) ペンチを必要とせずに側面からシャフトの溝にクリップできるため、横方向の狭いスペースで便利です。 定断面止め輪 均一な断面を提供し、応力をより均等に分散し、より高いまたはより動的なアキシアル荷重に対応します。 スパイラル止め輪 、平角線から巻かれたこの製品は、360 度の溝接触を提供し、標準の C タイプが揺れたり、不均一に着座する可能性がある高負荷または振動が発生しやすい環境で好まれます。
ほとんどの標準的なシャフトとボアの用途に対応するために、Dongbo は包括的な製品を提供しています。 シャフトとボア用の精密設計スナップリング 、専用の ボア用途向けの内部サークリップ メートルサイズとカスタムサイズにまたがります。
材質のオプション
スナップリングの基本材質は、 炭素ばね鋼 (SAE 1060 ~ 1090 相当、または欧州および自動車規格で採用されているプレミアム C67S グレード) — 高強度、良好な耐疲労性、およびほとんどの産業環境に適したコスト効率の高い製品です。腐食性、食品グレード、または海洋用途の場合、 ステンレス鋼 (通常 301 または 1.4122) は、必要な耐酸化性を提供します。ベリリウム銅や PH17-7 ステンレスなどの特殊合金は、航空宇宙および防衛における高温または非磁性用途向けに指定されています。
業界規格: DIN 471、DIN 472、および GB 894
スナップリングはフリーサイズではありません。溝の寸法、厚さの公差、定格荷重は特定の規格によって管理されており、正しい規格を指定することで、サプライ チェーン全体での互換性、信頼性、トレーサビリティが確保されます。
DIN 471 (軸用外付け止め輪)および DIN 472 (ボア用内部止め輪) は、ドイツ標準化協会が発祥の世界的なベンチマークです。 ISO 規格が拡大しても、DIN 471 と DIN 472 は、世界中、特に欧州の OEM とそのグローバル サプライ チェーン全体で、メートル法スナップ リングの調達の基準点であり続けています。
中国では、 GB 894-2017 弾性止め輪を管理し、最も一般的なサイズの DIN 寸法と厳密に一致しているため、国内で製造されたアセンブリでの互換性が確保されています。中国のメーカーから調達するバイヤーにとって、サプライヤーがどの規格に準拠しているかを確認し、溝の公差がリングの仕様と一致していることを確認することは、重要なデューデリジェンスのステップです。
トンボのメーカー DIN 471 に準拠して製造された外部サークリップ また、弾性止め輪に関連する 13 の国家規格の策定と改訂に参加し、DIN と GB の両方の仕様に対する完全な寸法トレーサビリティを Dongbo 製品に提供しています。
スナップ リングのデータシートを確認するときは、公差に依存する 3 つのパラメータに注意してください。 溝幅 , 溝の深さ 、そして 溝径 。溝が狭すぎるとリングが過度に圧縮され、スプリングバックと保持力が低下します。溝が浅すぎると、アキシアル荷重がかかるとリングが飛び出す危険があります。リングと溝の仕様を正確に一致させることは細部ではなく、機構全体に関係します。
スナップリングプライヤーとは何ですか?適切なスナップリングプライヤーの選び方
スナップリングプライヤーは、スナップリングの取り付け、取り外しを行うための専用工具です。ドライバーや汎用ペンチの使用は、リング、溝、または近くのコンポーネントを損傷する危険を伴う一般的な近道であり、リングが高速で飛び散る可能性があり、真の安全上の危険を伴います。適切なペンチを使用すると、取り付けを管理し、再現可能で安全に行うことができます。
内部プライヤーと外部プライヤー
最初の選択基準はリングのタイプを反映します。 外付けスナップリングプライヤー 先端が外側を向いています。ハンドルを握るとリングが圧縮され、シャフトに取り付けることができます。 内径スナップリングプライヤー 逆に作業します。ハンドルを握ると先端が広がり、リングが拡張して穴に挿入できます。間違ったタイプを使用すると、リングが十分に開かなかったり、完全に間違った方向に力がかかってしまいます。
先端角度:ストレート、45°、90°
内部か外部かがわかったら、次の変数は先端角度で、これによって作業領域へのアクセスが決まります。 ストレートペンチ 最も明確な視線を提供し、障害物のないオープン アセンブリのデフォルトです。 45°の角度の先端 これは、部分的に凹んだ溝の場合に主力であり、技術者はペンチをシャフトに対して完全に垂直にする必要がなく、より良いグリップ角度を得ることができます。 90°(直角)チップ 自動車のトランスアクスル作業やタイトなモーターハウジングでよく見られる、まっすぐなアプローチが幾何学的に不可能な、深く凹んだ溝や狭いスペース用に確保されています。
チップサイズと精度
スナップ リングのラグ穴には特定の直径があり、プライヤーの先端が適切にフィットする必要があります。小さすぎると滑り、大きすぎると固定されません。精密加工されたチップ、通常 0.070 インチ (1.8 mm) または 0.090 インチ (2.3 mm) 、きれいなエンゲージメントを確保します。ミニチュア スナップ リング (直径 0.5 mm ほどの小さなものもあります) の場合は、専用のマイクロ スナップ リング プライヤーが入手可能ですが、標準的なプライヤーではリングを十分正確に制御できません。
交換可能なチップセットと固定チップセット
さまざまなサイズやタイプのスナップ リングを扱うショップには、交換可能なチップ ヘッド (ストレート、45°、90° 内部用と外部用の両方) を備えたセットが最適な範囲を提供します。先端固定式個別ペンチは、1 人の技術者が 1 つの特定のリングタイプを一日中稼働させ、ヘッドを切り替えることなく最大限の触覚フィードバックを必要とする大量生産環境に適しています。
ステップバイステップ: スナップリングの取り付けと取り外し
スナップ リングは、失敗しない限り、取り付けが一見簡単です。適切な技術により、リングの損傷、溝の摩耗、および取り付け中にリングが飛び散る危険が防止されます。
取付け(軸外止め輪)
- リングと溝が一致していることを確認します。 工具を手に取る前に、リング直径、溝幅、溝深さをデータシートと照合して確認してください。
- 正しいペンチを選択してください。 外部リングなので外部プライヤー。アクセスに基づいて先端の角度を選択します。溝に完全にアクセスできる場合は真っ直ぐ、凹んでいる場合は角度を付けます。
- チップをラグ穴にしっかりと取り付けます。 力を加える前に、チップが完全にかみ合っている必要があります。部分的にかみ合うと、完全に圧縮したときにリングがプライヤーから滑り落ちる危険があります。
- 必要な範囲のみ圧縮してください。 シャフトの直径をクリアする程度にリングを開きます。スナップ リングを弾性限界を超えて拡張しすぎると、スナップ リングが永久に変形します。変形したリングは正しく装着されず、保持力が失われます。
- シャフト上をスライドさせて溝に合わせます。 リングを圧縮した状態で、リングをシャフトの端の上に置き、溝と揃うまで動かします。
- 徐々に手を離し、着座を確認します。 ゆっくりとプライヤーハンドルを放します。 「カチッ」という音がして、リングが溝にはまるはずです。リングが溝の全周にわたって平らに均等に配置されていることを視覚的に確認します。不均一な嵌合は、溝の公差の問題またはリングの損傷を示します。
除去
除去 reverses the installation sequence. Re-seat the plier tips in the lug holes, apply only the compression or expansion needed to clear the groove, slide the ring off the shaft or out of the bore, and inspect both the ring and groove for wear before deciding whether to reuse or replace. For critical applications, replacing the snap ring after each removal is the conservative — and correct — choice.
安全上の注意
スナップリングの取り付けおよび取り外しの際は、安全メガネを着用してください。負荷がかかるとリングがプライヤーから滑り落ち、かなりの速度で移動する可能性があります。これは、圧縮時にかなりの弾性エネルギーを蓄える大径の外輪に特に当てはまります。
さまざまな業界のスナップリング
スナップ リングほど多くの業界で使用されているファスナーのタイプはほとんどありません。小さなエンベロープ、高い軸方向荷重容量、工具不要の分解の組み合わせにより、ほぼ汎用性があります。
自動車
スナップ リングはトランスミッション システムのベアリングとギアを固定し、CV ジョイント コンポーネントをドライブシャフトに保持し、サスペンション コンポーネントをストラット アセンブリに保持します。自動車用途は、スナップ リングに対する要求が最も厳しいものの 1 つです。高い回転速度、熱サイクル、振動、汚染が動作環境として例外ではありません。自動車グレードのスナップ リングは通常、一般的な産業用リングよりも厳しい寸法公差で製造され、より高い負荷仕様に合わせてテストされます。
産業機械とオートメーション
ファクトリーオートメーションでは、スナップリングはローラー、プーリー、エンコーダーディスクをモーターシャフトに保持し、ベアリングをモーターハウジング内に固定します。取り外しが簡単なため、シャフトを完全に分解せずに定期的なメンテナンスやコンポーネントの交換が必要な機器に実用的です。
航空宇宙と防衛
スナップ リングは、航空機の着陸装置機構、タービン アセンブリ、および飛行制御リンケージに使用されます。これらの用途では、材料認証、寸法トレーサビリティ、および極端な温度および負荷サイクル下での疲労性能が交渉の余地のない調達要件となります。
農業および建設機械
掘削機、コンバイン、ローダーなどの重機は、泥、水、衝撃荷重にさらされる高トルク駆動システムのギアやベアリングを保持するためにスナップ リングを使用しています。このような環境では、堅牢な一定断面タイプまたはスパイラル リング タイプと適切な表面処理 (リン酸塩油または亜鉛フレーク コーティング) の組み合わせが一般的です。
エネルギー
風力タービンのピッチ軸受とヨー軸受、太陽追尾システムの油圧コンポーネント、発電のバルブ アセンブリにはすべて、長い保守間隔にわたって信頼性の高い軸方向の保持が必要とされる止め輪が組み込まれています。
信頼できるスナップリングメーカーの選択
スナップリングの価格は数セントです。失敗した場合のコストは飛躍的に高くなります。スナップリングメーカーの選択は、単価だけで判断するよりもさらに精査する必要があります。
材料のトレーサビリティ 最初のフィルターです。最高のメーカーは、入荷検査だけでなく、帯鋼の段階から原材料を管理しています。のようなプレミアムグレードを使用すると、 C67S冷間圧延帯鋼 — 厚さの公差を 0.03 mm 以内に制御 — 公開市場から帯鋼を調達するときに生じるばらつきを排除します。 Dongbo は独自の AGC 冷間圧延生産ラインを運営し、年間 18,000 トンの精密帯鋼を生産し、外部の原材料サプライヤーへの依存を排除しています。
熱処理認証 も同様に重要です。スナップ リングは、制御された熱処理によってバネ特性が得られ、この段階でのプロセスの変動は疲労寿命と保持力に直接影響します。認定を受けたメーカーを探す CQI-9 (特別プロセス: 熱処理システム評価)、すべての熱処理パラメーターのオンライン監視と永久アーカイブを義務付ける自動車主導の標準です。これにより、単に主張するだけでなく、プロセスの追跡と監査が可能になります。
規格への準拠とテスト機能 完成品が仕様どおりに機能するかどうかを判断します。保有メーカー IATF 16949 (自動車品質管理)、 ISO14001 (環境管理)、および CNAS 研究所の認定 内部検査だけでなく、独立監査人に対して品質システムとテスト能力を実証しました。
最後に、 供給深度 OEM 調達にとって重要です。標準の DIN/GB 寸法と、炭素鋼、ステンレス鋼、特殊合金にわたるカスタムの非標準形状の両方をカバーするメーカーは、サプライヤーの数を減らし、入荷する品質管理を簡素化します。
ドンボズを探索する ドンボの社内製造プロセス そして私たちの 品質管理基準と認証 当社の全製品範囲でこれらの各基準がどのように対処されているかを理解するため。












